欢迎进入无锡市裕盛特种纱线厂官方网站!
Chinese | English
| AddFavorite | OnlineMessage

专注花式纱线研发和生产20年
-

- National service hotline 13961753138
专注花式纱线研发和生产20年

 WUXi YUSHENG YARN CO.LTE
WUXi YUSHENG YARN CO.LTE
Add:Qianzhou Industrial Park, Huishan District, Wuxi City, Jiangsu Province
Tel :(+86)0510-68006000
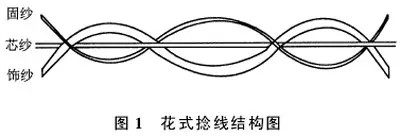
花式纱线一般由3根纱线组成,即芯纱、固纱、饰纱,如图1所示。芯纱起骨架作用,主要提供纱线的强力,一般选用强力较高的长丝或纱线作为芯纱。固纱起加固作用,用来固定花形,使花形按生产时的方式固定下来,而避免沿长度方向滑移。固纱大多采用细且强力高的长丝。饰纱反应花式效应,花式纱线的花式如粗细节、圈圈、小辫子等,均是通过饰纱表现出来。饰纱可采用棉条或粗纱经相同的牵伸但不同超喂(如圈圈纱等),或经不同的牵伸(竹节纱等)来生产,也可采用长丝,经不同的超喂(如结子纱等)来生产。有时,采用不同颜色的2根粗纱经不同牵伸不同超喂,可生产出不仅粗细变化而且颜色变化的花式纱。
花式的形成靠3根纱线的配合,通过对超喂比、牵伸倍数、芯纱张力、捻度等参数的控制,可获得不同的花形,要得到好的花式纱线,就必须对这些参数进行综合控制。
1.超喂比
超喂比=饰线速度/芯纱速度=前罗拉速度/输出罗拉速度超喂比可以恒定的,饰纱速度以花式规律恒定于芯纱速度,也可以是变超喂,从而使花式不断变化。
2.牵伸倍数
牵伸倍数=前罗拉速度/后罗拉速度=饰纱喂入单产×超喂比/输出纱线中饰纱所占的重量牵伸倍数可以是恒定的,也可以不断变化,从而生产不同的花形。
3.芯纱的张力
芯纱的张力由张力器或罗拉进行调整,张力的大小直接影响着成纱质量及花形的稳定。如张力太小,芯纱不能稳定地处于中心位置而影响质量。
4.花式纱线的捻度
花式纱线的捻度,对于筒管卷绕的机型而言,一般指固纱对芯纱单位长度内包缠数,即空心锭转速/输出罗拉速度。包缠数数值的大小,对花式纱的手感、外观、花式效果有直接关系。对环锭卷绕机型而言,除包缠数以外,还有环锭所加的捻度。加捻度的目的主要是平衡包缠所引起的不平衡,因此,该参数的设定必须和包缠程度以及纱线其它指标配合使用。
花式纱线的分类
花式线按生产方式可分为超喂型花式线、控制型花式线和特种花式线。超喂型花式线是指饰纱的速度大于芯纱的速度,其中,超喂数等于饰纱速度除以芯纱速度,特点是各罗拉速度保持一恒定的比例;控制型花式线是由各罗拉按花型设计的要求进行变速形成的;特种花式线是由特殊的生产设备制成的。
花式线按饰纱的喂入状态又可分为纤维型和纱线型两大类:纤维型花式线是以粗纱作为饰纱,在喂入成形过程中需经过罗拉牵伸;纱线型花式线是以细纱作为饰纱,在喂入成形过程中不需要经过罗拉牵伸。
花式纱线的生产原理
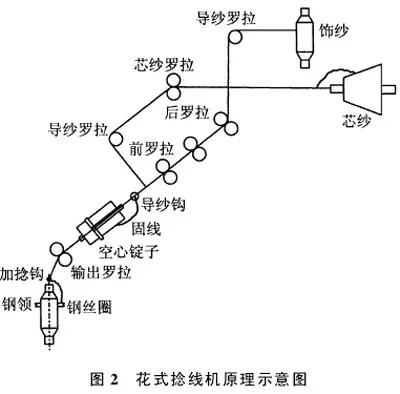
如图2所示,花式捻线机一般采用空心锭子加工方式,生产原理为:芯纱经芯纱罗拉输送,经导纱罗拉进入空心锭子;饰纱经牵伸机构后进入空心锭子,饰纱的喂入速度(一般为超喂)不停地变化;固纱从空心锭子筒管上引出并一起进入空心锭子。3根纱同时喂入,在加捻钩以前,芯纱、饰纱随空心锭子一起回转而得到假捻,而固纱由于从空心锭子上退绕下来,与芯纱、饰纱平行但不被假捻。通过加捻钩后,芯纱、饰纱的假捻消失,而固纱包缠在芯纱和饰纱上,将由于饰纱超喂变化形成的花形固定下来,形成花式纱线。芯纱需有一定张力,饰纱要有超喂,固线必须包缠。整个纺纱过程中,一次完成牵伸,形成花形和络筒工序。
花式纱线的卷绕
由罗拉输出的花式纱,只有通过加捻,改变纱线结构,才能成为具有一定强力、弹性、伸长、光泽与手感等物理机械性能的花式线。如图3所示,由罗拉2和小压辊1联合输出的纱线经导纱钩3,穿过钢领5上的钢丝圈4而卷绕于紧套在锭子的—44线管7上。因锭子、线管的回转,借助纱线张力的牵引,使钢丝圈沿钢领回转,钢丝圈转1转,纱线上就获得1个捻回。纱线在导纱钩与钢丝圈之间作高速运动,在惯性离心力和空气阻力的作用下,形成一特殊形状的曲线,这一曲线称为气圈。
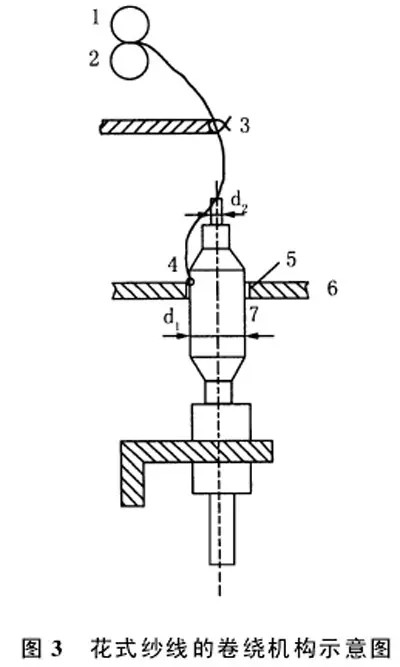
由于钢领板6的上下运动,花式线得以有规则地卷绕在线管上。罗拉不断地恒速输出花式线,线管就连续地卷绕花式线。如果不计捻缩率,则罗拉输出花式线的速度,应等于线管的卷绕速度。因此,有下列关系式:VF=πdX(ns-nt)或nt=ns-VF/πdX式中,VF—罗拉的每分钟表面速度;dX—线管的卷绕直径;ns—锭子的转速;nt—钢丝圈的每分钟转速。
由上式可见,钢丝圈的转速是随线管卷绕直径的不同而有所变化,但这个变化很小,而且纱线在管顶退绕时,由于大、小卷绕半径所引起的捻度差异,可以得到某些补偿,故这种捻度差异,并不影响纱线质量。

WUXi YUSHENG YARN CO.LTE © Add:Qianzhou Industrial Park, Huishan District, Wuxi City, Jiangsu ProvinceRecord number: Su ICP No. 17003748-1
International Trade Department:Tel :(+86) 0510-68006000
Mob:(+86) 13961753138
Mail:peter-gu@wxhuasheng.cn
Web:en.wxhuasheng.cn